Configurações da impressora FDM 3D e o que elas fazem
A impressão 3D nunca foi tão acessível, com máquinas disponíveis que atingem todos os níveis de preço e habilidade. Isso fez com que muitas pessoas aderissem a esse hobby relativamente novo, entrando de cabeça sem entender a frustração e as tristezas que isso pode trazer.
Claro, embora a impressão 3D possa ser difícil, sempre vale a pena o esforço que você faz. Aprender é uma grande parte de fazer algo assim, mas você não precisa passar por isso sozinho. Para começar com os fundamentos do uso de um fatiador de impressora 3D, este artigo explorará as diferentes configurações que acompanham os programas populares de fatiador para impressoras FDM.
O que é uma impressora 3D FDM?
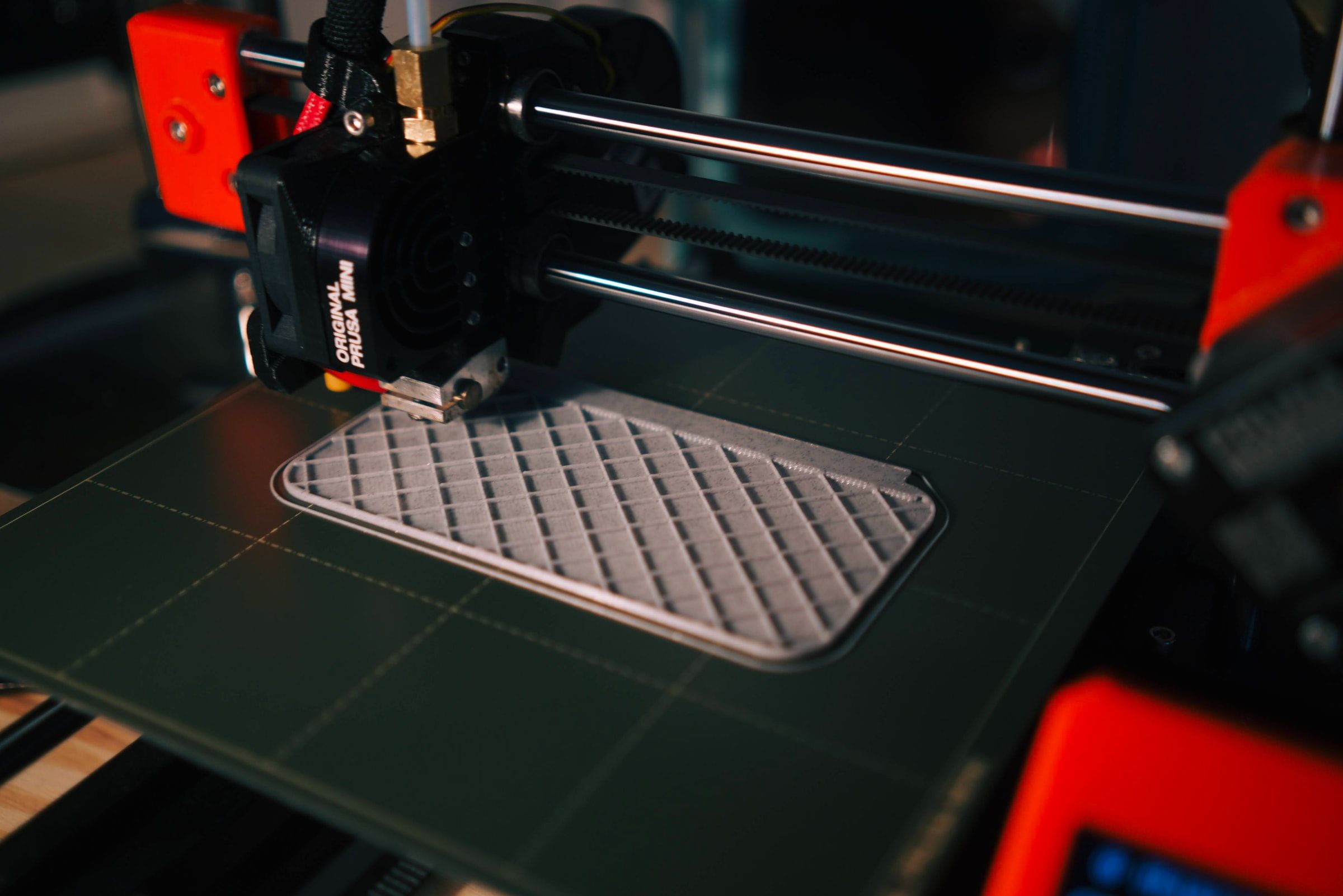
FDM significa modelagem por deposição fundida, e esta é a tecnologia mais comumente usada para impressão 3D em casa. Se a sua impressora 3D usa carretéis de filamento, em vez de resina, as chances são de que seja uma impressora FDM. Impressoras como esta depositam plástico derretido com extrema precisão, geralmente com uma placa de impressão, pórtico e extrusora / hotend. Este é o tipo de impressora 3D ao qual este artigo se aplica.
Todas as configurações abaixo são mostradas presumindo que você carregou um arquivo em seu divisor e está na tela principal.
Temperatura do bico e do leito
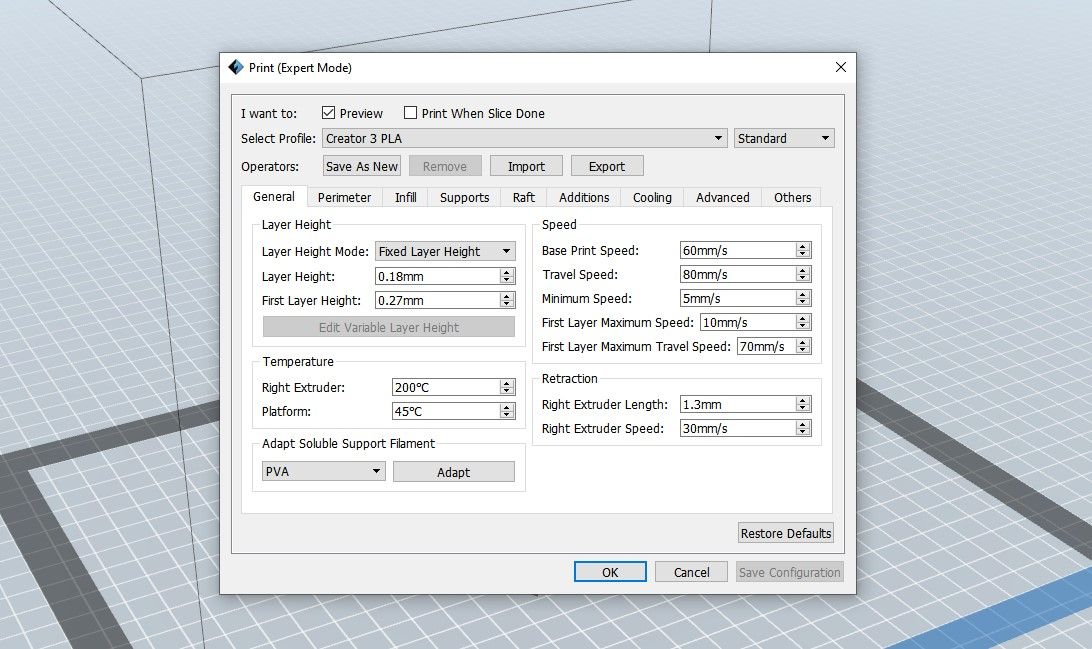
As impressoras 3D FDM usam materiais chamados termoplásticos para criar objetos. PLA, ABS e PETG são apenas alguns exemplos desses plásticos, e todos eles têm diferentes pontos de fusão. A temperatura do seu bico precisa ser ajustada para a temperatura que correspondeao material com o qual você está imprimindo , e apenas alguns graus de diferença podem fornecer resultados extremamente variados.
PLA, por exemplo, geralmente imprime bem entre 180 e 200 ° C, enquanto ABS é bom em 230 a 250 ° C. Você pode ter que experimentar diferentes temperaturas para obter os melhores resultados.
A temperatura do leito não é tão importante quanto a temperatura do bico, mas ainda pode fazer a diferença. Ter uma cama na temperatura certa ajudará os materiais a aderirem à placa de impressão, ao mesmo tempo que ajuda a prevenir problemas como empenamento e pé de elefante. Materiais como o PLA podem funcionar sem uma placa aquecida, mas o ABS pode se beneficiar com temperaturas do leito superiores a 80 ° C.
- Cura : Configurações de impressão > Personalizado > Material
- Slic3r : Configurações > Configurações de filamento > Temperatura
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Temperatura
- FlashPrint : Imprimir > Geral > Temperatura
Altura da Camada
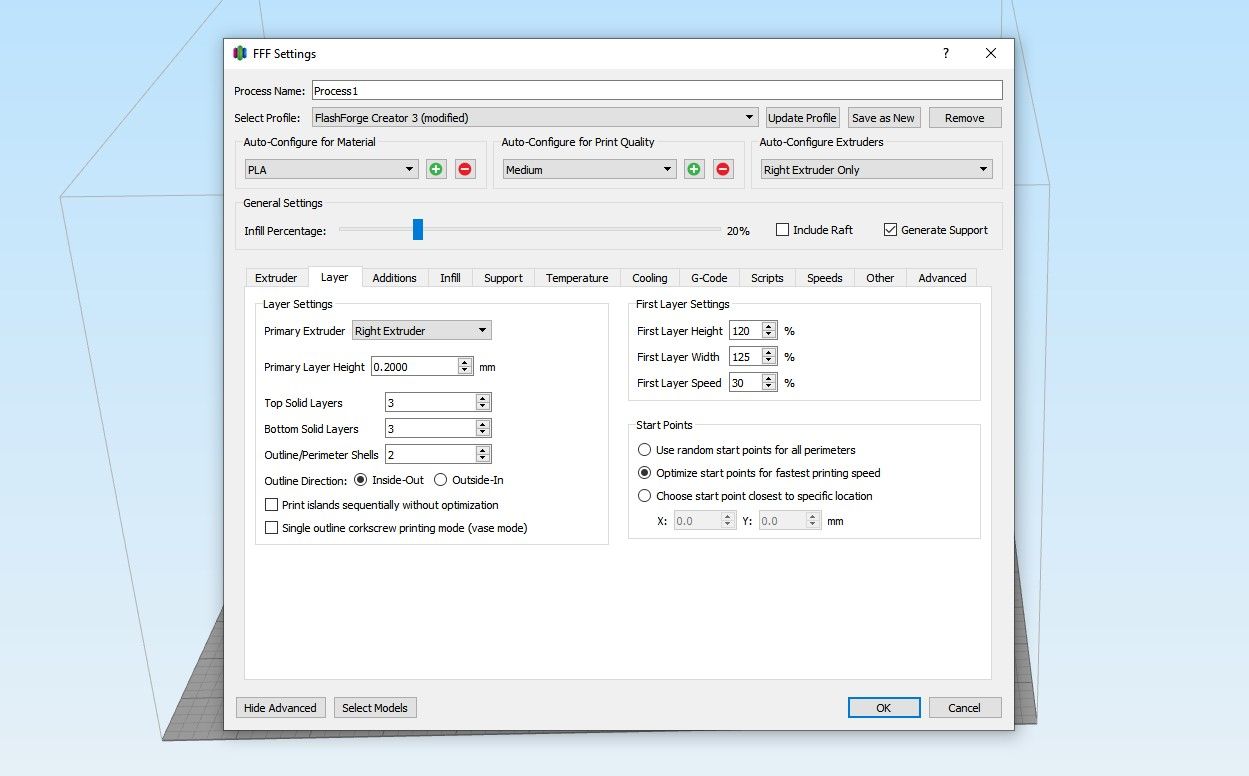
A altura da camada é a espessura de cada camada de plástico colocada na base durante a impressão. Alturas de camada mais baixas resultam em modelos de resolução mais alta e tempos de impressão mais lentos, enquanto alturas de camada mais altas reduzem a qualidade e o tempo. Você precisa ter certeza de que a altura da sua camada está de acordo com o bico que está usando, embora a maioria dos cortadores avise se você for muito grande ou pequeno.
A primeira camada de qualquer impressão é a mais importante, e é por isso que a maioria dos fatiadores oferece a opção de definir uma altura separada para ela. Ter uma camada inicial mais espessa pode ajudar na aderência ao leito, ao mesmo tempo que fortalece a base do modelo.
- Cura : Configurações de impressão > Personalizado > Qualidade
- Slic3r : Configurações > Configurações de impressão > Camadas e perímetros
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Camada
- FlashPrint : Imprimir > Geral > Camada
Velocidade de impressão
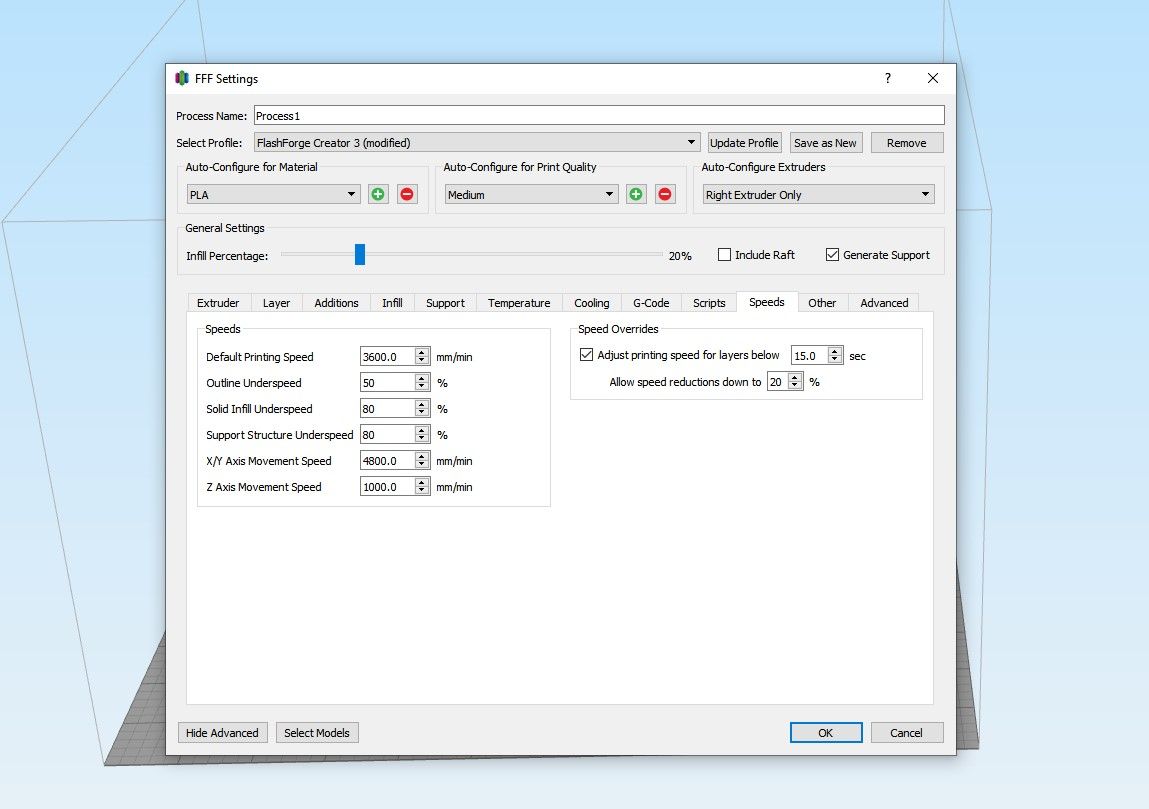
A velocidade de impressão é a velocidade com que a cabeça de impressão se move durante a impressão. Aumentar a velocidade de impressão tornará a impressão mais rápida, embora também possa prejudicar a qualidade da impressão. Além disso, alguns materiais exigem velocidades de impressão mais lentas devido às suas qualidades.
PETG, por exemplo, é geralmente impresso com uma velocidade máxima de 30 mm / s para compensar o escorrimento e a elasticidade. O PLA e o ABS funcionam perfeitamente a 60 mm / s ou mais, mas você pode ajustar as configurações como Velocidade Exterior para aumentar a qualidade da impressão final sem comprometer a velocidade de impressão.
- Cura : Configurações de impressão > Personalizar > Velocidade
- Slic3r : Configurações > Configurações de impressão > Velocidade
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Velocidades
- FlashPrint : Imprimir > Geral > Velocidade
Retração
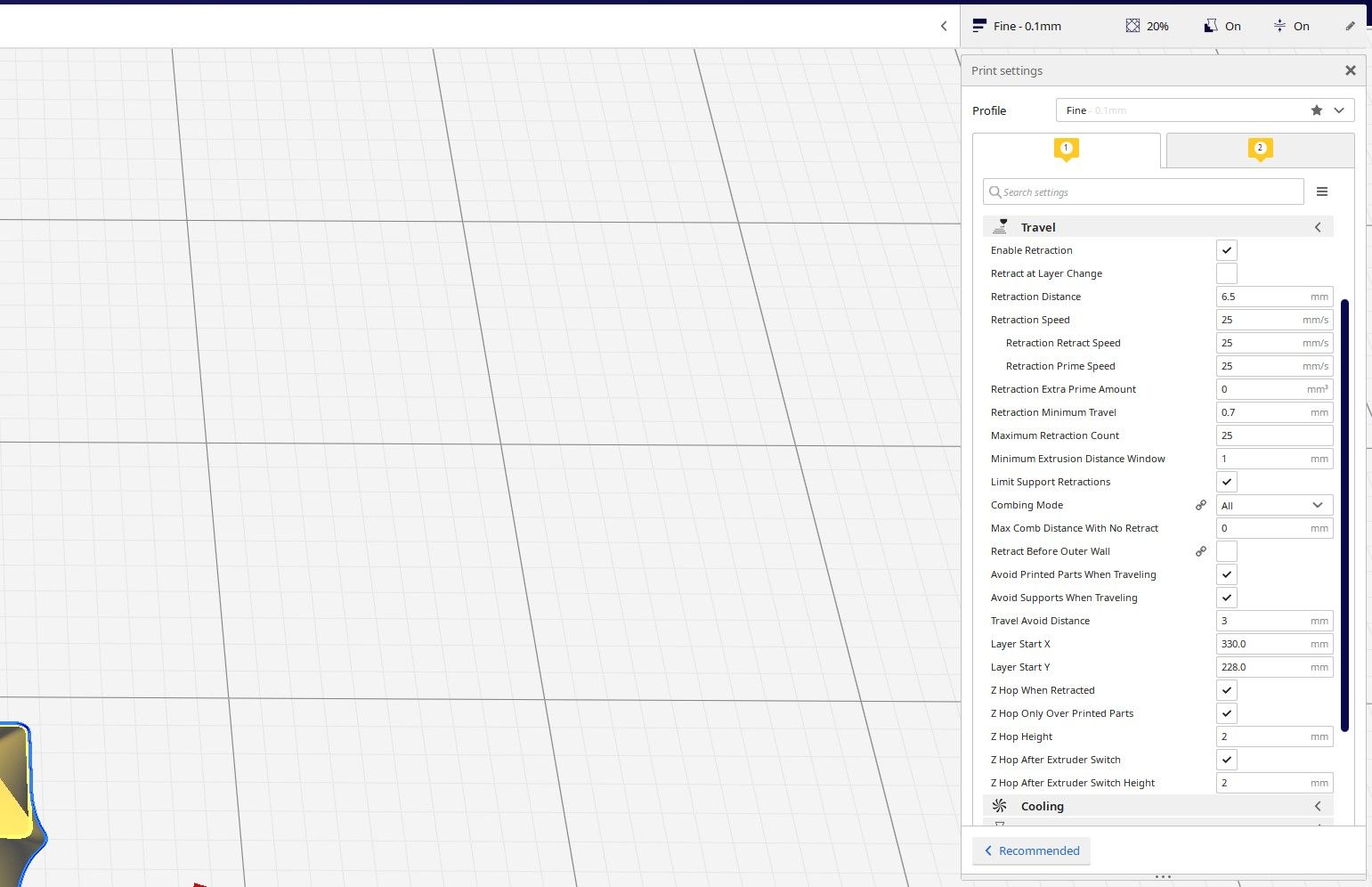
A maioria das impressoras 3D FDM modernas usam extrusoras motorizadas para retrair o filamento em certos pontos durante a impressão. Isso ajuda a evitar vazamentos enquanto o cabeçote de impressão se move de um lugar para outro, além de dar à impressora controle sobre o fluxo de material que sai do hotend.
Assim como a velocidade de impressão, as configurações de retração geralmente são baseadas no material com o qual você está imprimindo. Materiais elásticos como PETG e TPU requerem velocidades de retração entre 30 e 80 mm / s, juntamente com distâncias de retração de 2 a 5 mm. Em contraste, o PLA é bom com uma velocidade de 50 mm e uma distância de 0,5 a 1 mm.
- Cura : Configurações de impressão > Personalizar > Viagem
- Slic3r : Configurações > Configurações da impressora > Extrusora
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Extrusora > Controle de Ooze
- FlashPrint : Imprimir > Geral > Retração
Infill e paredes
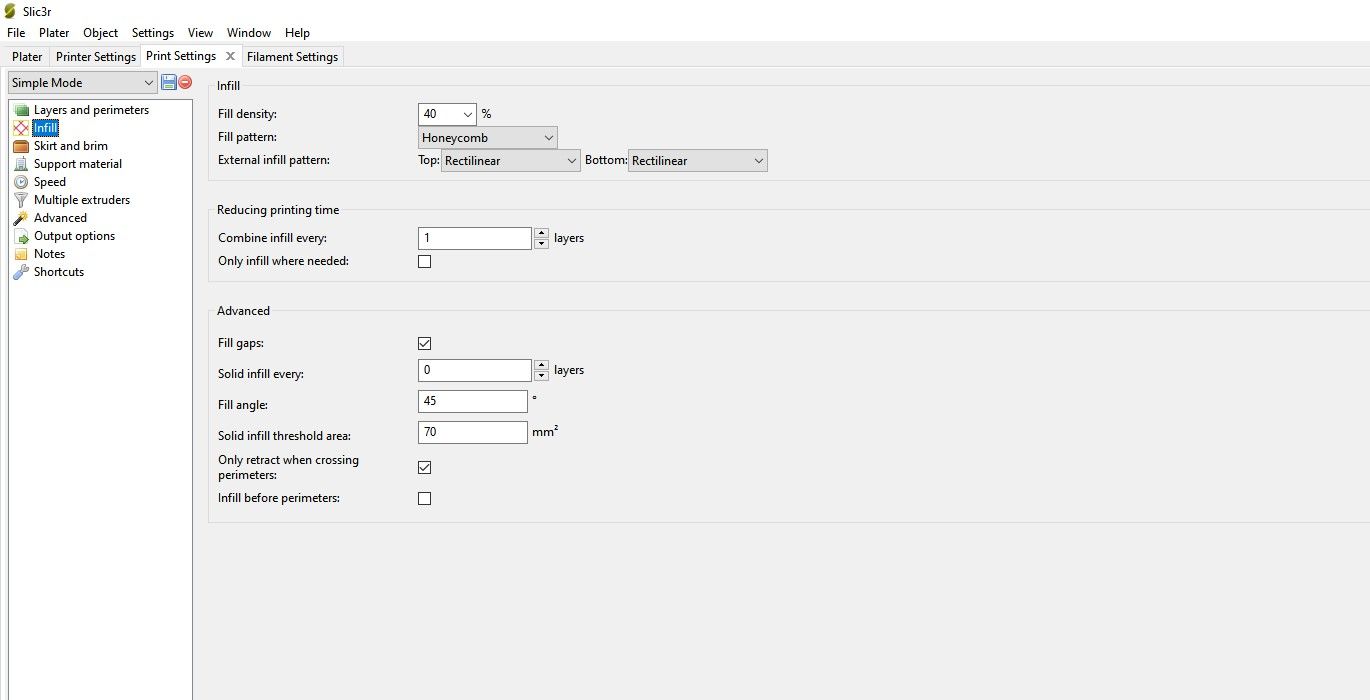
É raro encontrar um arquivo para impressão 3D que precise ser feito de plástico sólido. Em vez disso, a maioria das impressões é feita com paredes externas sólidas e preenchimento que torna a peça bonita e forte sem levar uma vida inteira para imprimir. O preenchimento de 10 a 20% é suficiente para a grande maioria das impressões, embora você possa querer mais se quiser que uma peça pareça particularmente sólida. É importante notar que o preenchimento sólido não torna necessariamente uma peça mais forte.
Junto com o preenchimento, você também pode alterar a espessura das camadas externas da impressão. Normalmente, entre três e cinco camadas é suficiente para tornar uma impressão forte, mas isso é algo que pode ser ajustado para reduzir o tempo que leva para concluir a impressão. Paredes excessivamente finas podem resultar na exibição do padrão de preenchimento.
- Cura : Configurações de impressão > Personalizado > Infill / Shell
- Slic3r : Configurações > Configurações de impressão > Infill
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Infill
- FlashPrint : Imprimir > Infill
Apoia
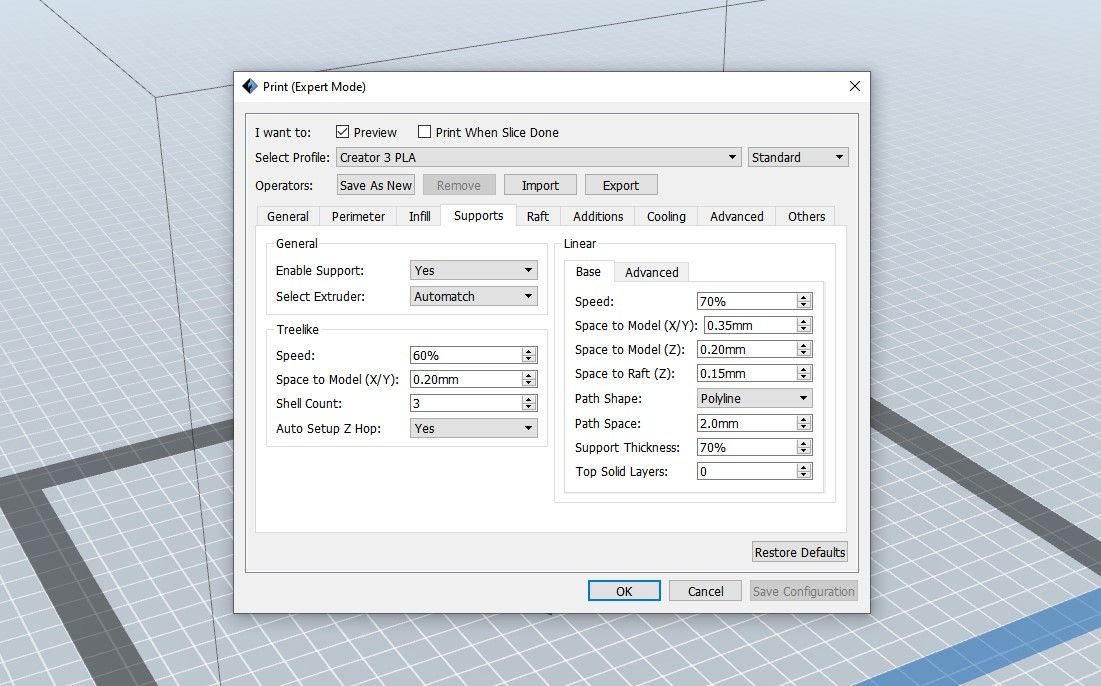
Os suportes são usados para impedir que os modelos caiam quando são impressos com saliências. A maioria dos segmentadores de dados pode gerar suporte automaticamente, mas você pode alterar as configurações para ter certeza de obter os melhores resultados para a impressão. Vale a pena ler sobre as diferentes opções de suporte que você tem antes de prosseguir e alterá-las demais.
- Cura : Configurações de impressão > Personalizado > Suporta
- Slic3r : Configurações > Configurações de impressão > Material de suporte
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Suporte
- FlashPrint : Imprimir > Suportes e tela principal > Suportes
Aditivos
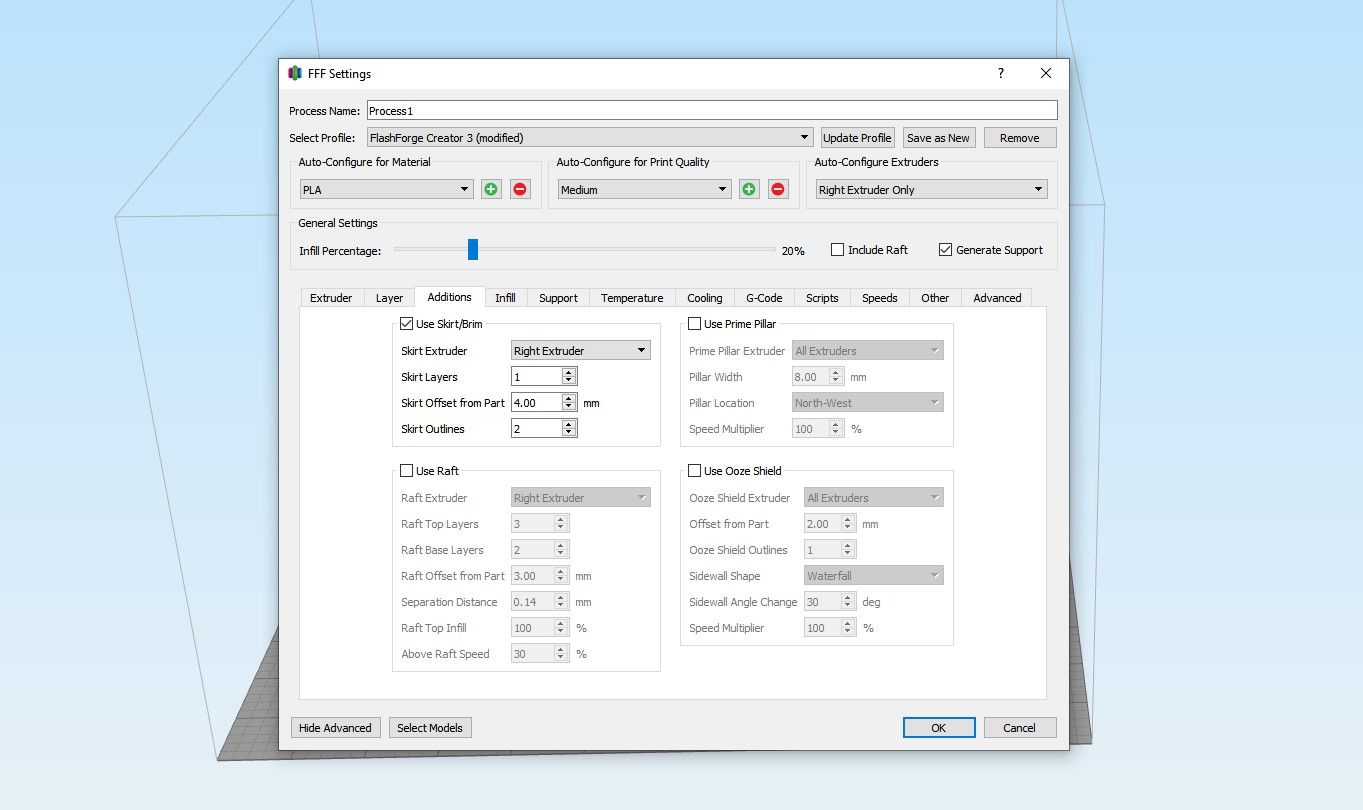
A maioria das fatiadoras é capaz de adicionar peças adicionais à sua impressão que são projetadas para ajudar na aderência da cama e empenamento. Essa pode ser uma ótima maneira de melhorar suas impressões com facilidade, mas existem alguns tipos disponíveis.
- Balsas : toda a sua estampa fica na cama quando você usa uma balsa, ajudando na aderência à cama.
- Bordas : as bordas envolvem a borda da impressão, evitando que as bordas e cantos se levantem.
- Orelhas de rato : as orelhas de rato são círculos localizados em cada canto da impressão, ajudando a mantê-los voltados para baixo.
- Limpe as torres : limpe as torres ao redor da impressão e permita que a impressora limpe o excesso de filamento.
Aqui está onde encontrar as configurações relevantes:
- Cura : Configurações de impressão > Personalizado > Adesão da placa de construção
- Slic3r : Configurações > Configurações de impressão > Saia e aba / Material de suporte
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Adições
- FlashPrint : Imprimir > Adições
Resfriamento
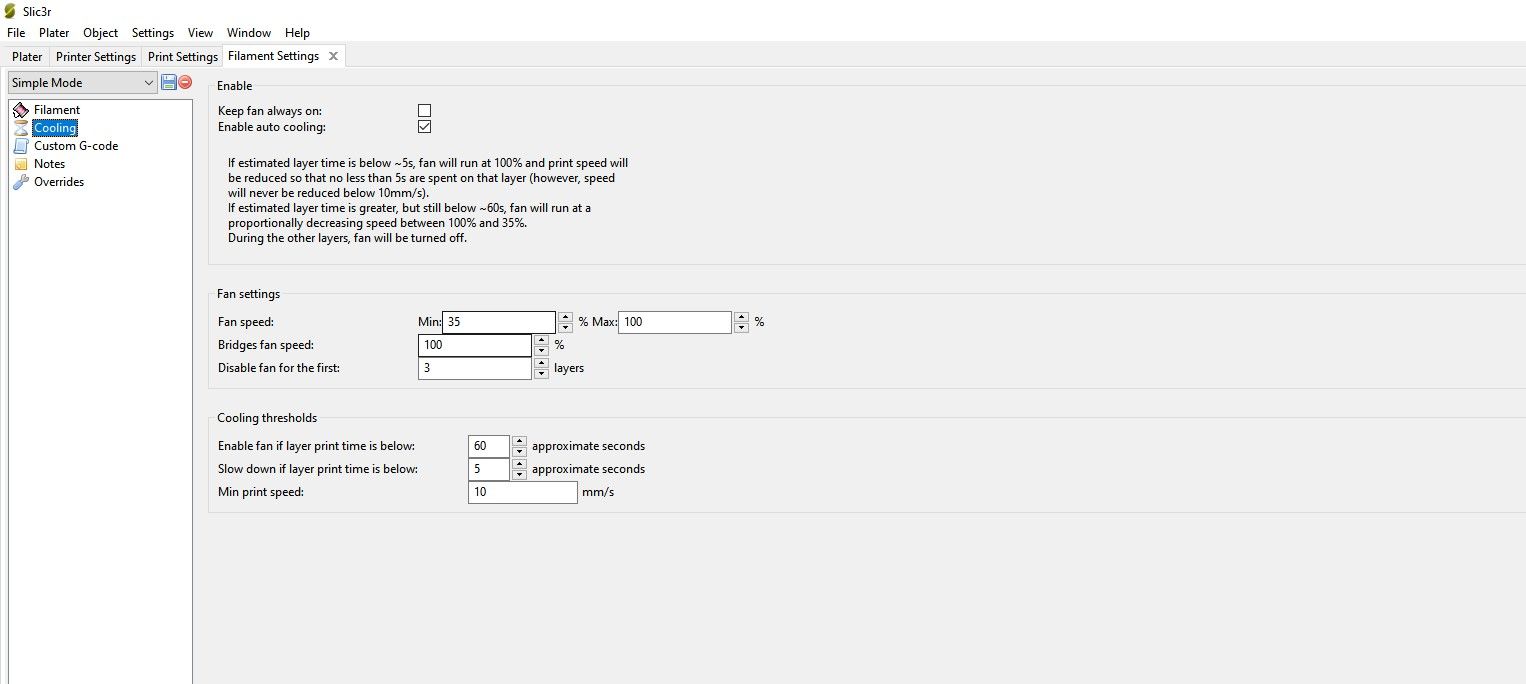
Ventiladores de resfriamento são uma parte vital de sua impressora 3D. Muitas impressoras FDM modernas possuem ventiladores que são usados para resfriar a peça durante a impressão. Isso é ótimo para materiais como PLA e PETG, mas pode ser ruim para materiais como ABS, que deformam devido às mudanças de temperatura. Quase sempre você deve deixar o resfriamento geral da impressora ligado.
- Cura : Configurações de impressão > Personalizado > Resfriamento
- Slic3r : Configurações > Configurações de filamento > Resfriamento
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Resfriamento
- FlashPrint : Imprimir > Resfriamento
Z-Hop
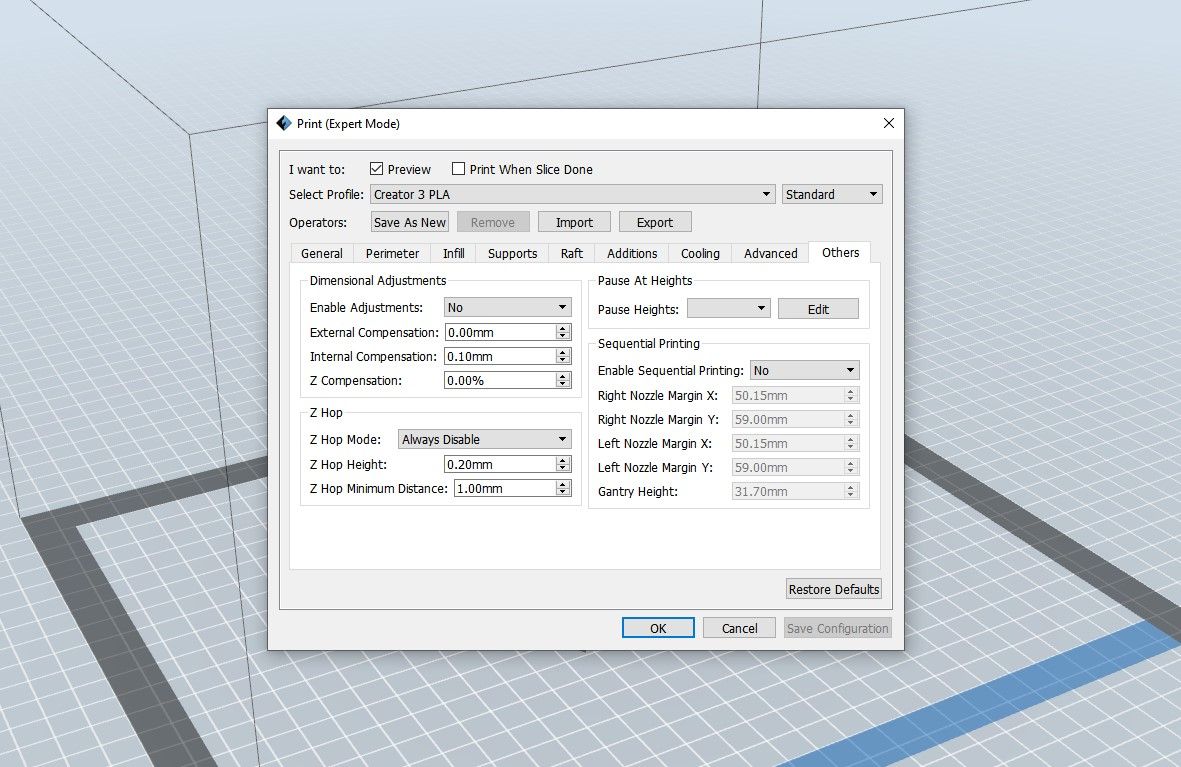
Como a última configuração a ser observada, o z-hop permite que você diga à impressora para abaixar a base ou levantar o cabeçote de impressão quando ele se move. Isso pode evitar que os modelos sejam derrubados da placa de impressão antes que a impressão seja concluída.
- Cura : Configurações de impressão > Personalizar > Viagem
- Slic3r : Configurações > Configurações da impressora > Retração
- Simplify3D : Editar Configurações do Processo > Mostrar Avançado > Extrusora > Controle de Ooze
- FlashPrint : Imprimir > Outros > Z-Hop
Aprendendo a usar seu Slicer
Slicers são ferramentas incrivelmente poderosas que oferecem muitas opções diferentes para suas impressões. No entanto, isso não significa que eles sejam fáceis de usar e que você ainda precisa aprender mais depois deste artigo para realmente dominar o fatiador que usa.
É sempre importante ter em mente que as impressoras 3D FDM também precisam ser calibradas e mantidas para funcionar corretamente. Isso não dá muito trabalho, mas o tempo que você dedica pode valer a pena.