Como calibrar a extrusora de sua impressora 3D FDM para obter as melhores impressões
Para obter o melhor desempenho de sua impressora 3D FDM, você precisará calibrar a extrusora. Ao fazer isso, você garantirá que a quantidade de filamento proveniente do bocal esteja na "zona Cachinhos Dourados" – nem muito nem pouco.
Este artigo mostrará como é fácil melhorar suas impressões concluindo a calibração necessária.
A importância da calibração da extrusora
Se você já teve problemas para fazer com que sua primeira camada grudasse ou as impressões borradas o atormentassem constantemente, a calibração da extrusora pode ser a provável culpada. Muito pouco filamento através da extrusora fará com que as camadas delaminem e levem a uma má adesão da impressão na placa de impressão. Muito filamento através da extrusora pode resultar em impressões finais empenadas ou pegajosas.
Por outro lado, uma extrusora devidamente calibrada fornecerá a quantidade certa de filamento para cada camada de sua impressão. Isso significa que sua primeira camada irá aderir à placa de impressão corretamente e suas impressões acabadas ficarão com uma aparência excelente.
A calibração da extrusora é uma maneira fácil de obter maior qualidade de sua impressora 3D e é fácil de executar com as ferramentas certas. E a calibração da extrusora funciona tanto para extrusoras de tubo Bowden quanto para extrusoras de acionamento direto. Além disso, você deve executar esse processo periodicamente para garantir que a impressora esteja funcionando de maneira ideal. Isso é especialmente importante se você começar a notar sinais de extrusão insuficiente ou excessiva.
O que você precisará

Para realizar esta calibração, você precisará de algumas coisas:
- Uma impressora 3D FDM
- Algum filamento
- Um compasso de calibre vernier
- Um marcador de ponta de feltro de cor diferente do filamento
- Um computador executando um software de segmentação
Etapa 1: Carregando Filamento
A primeira etapa neste processo é carregar o filamento em sua impressora 3D. Consulte o manual do proprietário sobre o procedimento adequado para concluir esta etapa. Na maioria dos casos, você vai aquecer o bico e depois alimentar o filamento na extrusora.
Assim que esse filamento começar a vazar do bico, você saberá que sua impressora está pronta para iniciar a calibração. Certifique-se de remover qualquer material anterior preso na extremidade do bico também. Você deseja que seu bico esteja o mais limpo possível antes de iniciar este processo. Além disso, é importante que o bico seja aquecido para que tudo funcione.
Etapa 2: Conecte a impressora ao computador
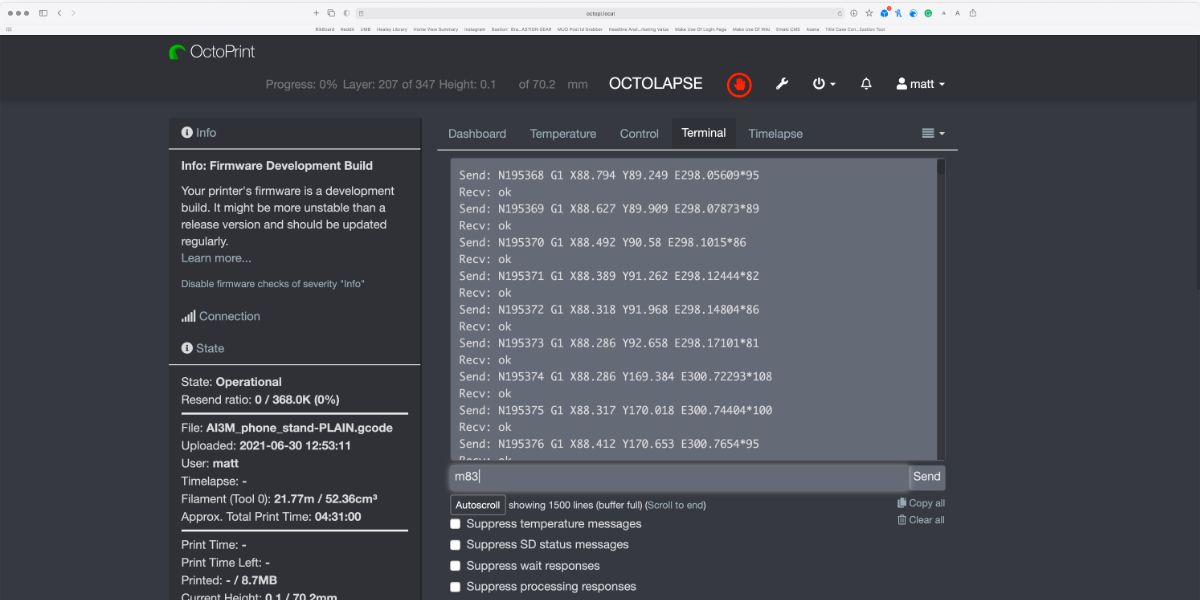
Em seguida, você conectará seu computador à impressora 3D. Para a maioria das impressoras, você pode fazer isso por meio de uma conexão USB. Ou, se você tiver o Octoprint configurado (o que vale a pena), você pode usar a interface da web aqui. Você também enviará várias linhas de código G e monitorará a saída no nível do terminal, portanto, é crucial que você tenha esse recurso.
Depois de conectar seu computador, você precisará colocar a impressora no modo relativo. Faça isso enviando um comando M83 para a impressora por meio do terminal.
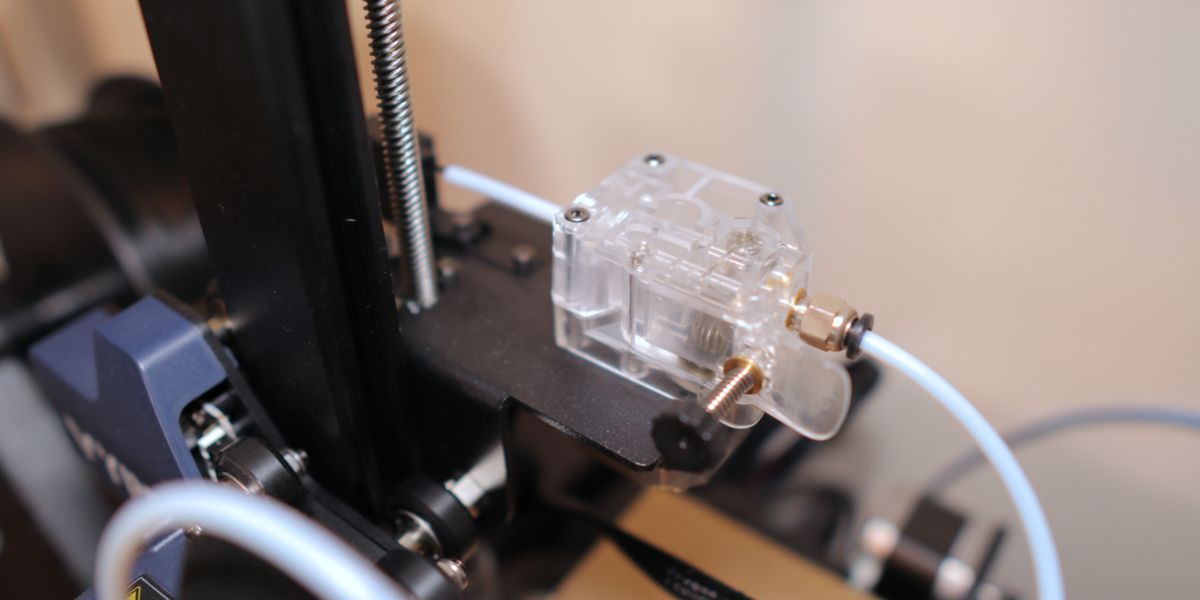
Etapa 3: Marcando e medindo o filamento para extrusão

Em seguida, precisaremos medir e marcar o filamento que pretendemos extrudar. Para esta demonstração, você deve definir o calibre vernier para 120 mm. Em seguida, meça 120 mm de filamento da entrada da extrusora ou do sensor de saída do filamento. Você precisará usar sua caneta de feltro para fazer uma pequena marca no filamento nesta medida. Esta marca deve ser visível e precisa, então vá com calma aqui.

Etapa 4: extrusão de 100 mm de filamento
Depois de definir sua marca, você usará o terminal para enviar 100 mm de filamento pela extremidade quente. Para fazer isso, digite o comando G1 E100 F100. A impressora deve começar a extrudar o que acredita ser 100 mm de filamento através do bico. Este processo demorará cerca de um minuto. Quando o processo for concluído, você pode passar para a próxima etapa.
Etapa 5: Medir uma segunda vez

Usando seu calibrador vernier, meça a distância entre a entrada na extrusora ou sensor de saída e sua marca. O comprimento aqui deve ser algo em torno de 20 mm. Se a sua medição for exatamente 20 mm, nenhuma calibração adicional é necessária e você pode voltar a imprimir normalmente.
Mas, se essa distância for maior que 20 mm, então sua impressora está subextrudando. Se for inferior a 20 mm, a impressora está extrudando demais. Mas não se preocupe. Você ajustará os passos da extrusora por valor de milímetro para ajustar a extrusora perfeitamente na próxima etapa.
Etapa 6: cálculo de etapas corretas por valores milimétricos
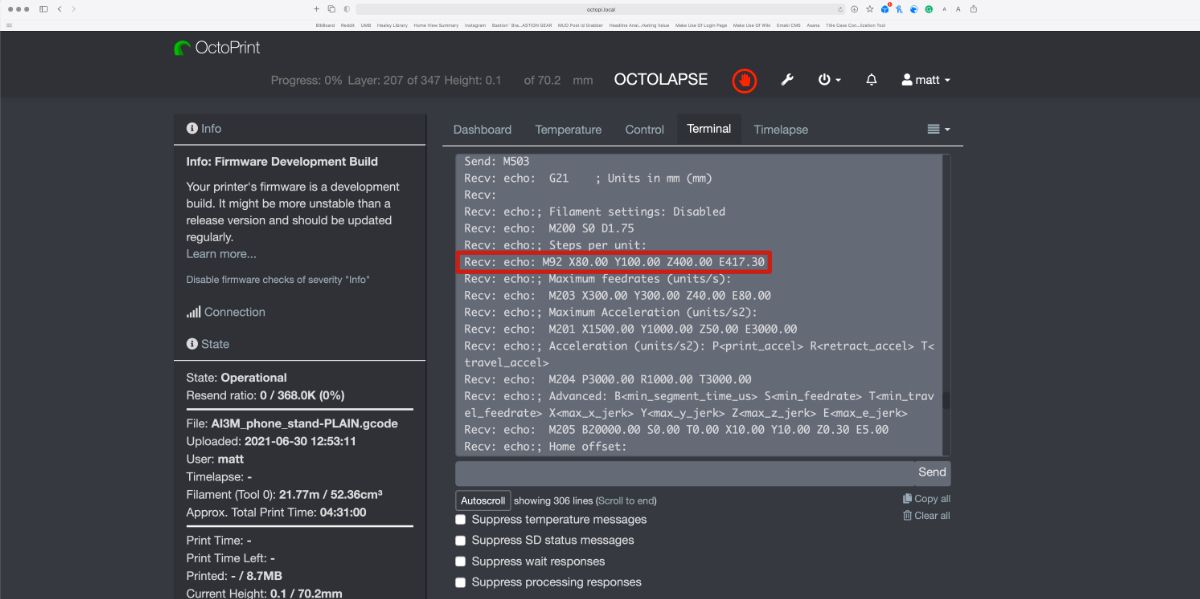
Para ajustar a extrusora, você precisará fazer alguns cálculos. Primeiro, você precisará encontrar o valor atual de etapas / mm de sua impressora. Para determinar este valor, envie o comando M503 para sua impressora através do terminal.
Isso deve retornar algumas linhas de código. Encontre a linha rotulada echo: M92 . No final desta linha estará um valor E. Este valor indica seus passos / mm atuais.
Em seguida, você precisará encontrar os passos físicos / valor mm. Você calculará esse valor subtraindo sua medição pós-extrusão de 120. Digamos que sua segunda medição foi de 22 mm, por exemplo. Nesse caso, você subtrairia 22 mm de 120 mm, o que resultaria em 98 mm de extrusão de filamento.
Em seguida, você precisará calcular quantos passos sua extrusora deu para chegar a essa medição de filamento. Para realizar este cálculo, use o número que você registrou para o valor E atual multiplicado por 100, que é a quantidade de filamento que sua impressora deve ter extrudado.
Se o valor E da sua extrusora fosse 417,30, por exemplo, você multiplicaria esse número por 100, o que seria igual a 41.730 passos para obter 98 mm de filamento extrudado.
O cálculo final necessário é o número correto de etapas para extrudar 100 mm de filamento. Para obter esse valor, você dividirá o número de etapas da extrusora da última equação pelo mm real de extrusão do filamento na equação anterior.
Para o exemplo, você dividiria 41.730 por 98 mm, o que equivale a 425,81 passos / mm. Este valor de passos / mm é o número para o qual você definirá seu valor E na próxima etapa.
Fórmulas:
- 120 – [distância da marca até a extrusora ou sensor de saída] = [medição em mm real do filamento extrudado]
- [Valor E] x 100 = [número de etapas para extrusão da medição de mm real]
- [número de etapas para extrusão da medição de mm real] / [medição de mm real do filamento extrudado] = [etapas corretas / mm]
Etapa 7: Definir os passos adequados por milímetro
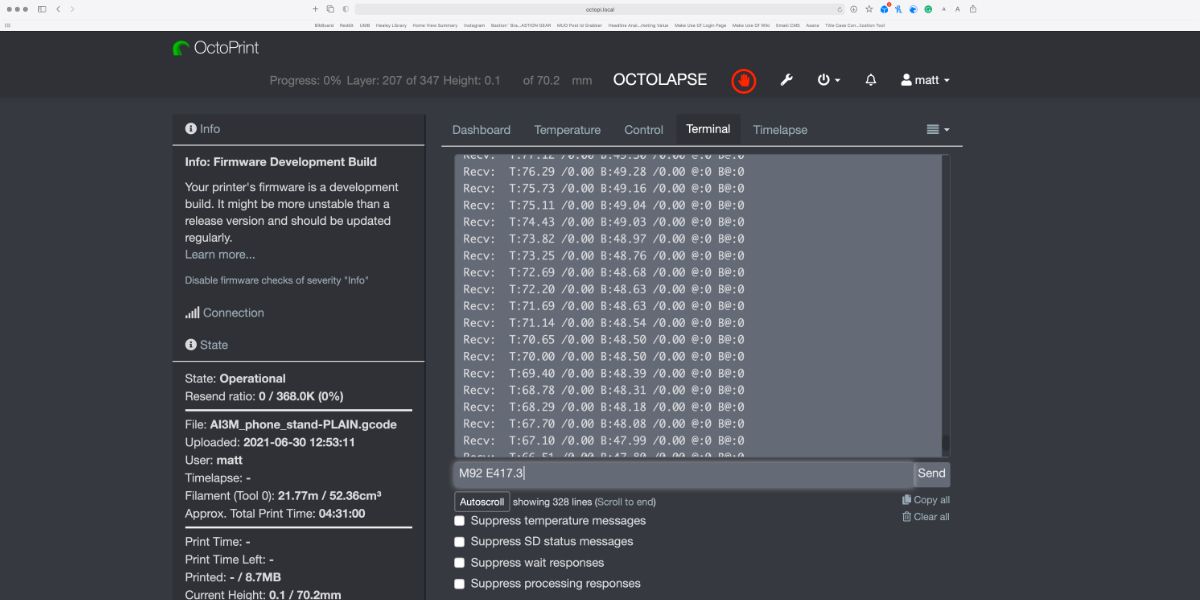
A etapa final da calibração é definir o valor E para as etapas / mm corretas. Para fazer isso, você enviará o comando M92 Exxx.x para a sua impressora. Aqui, você substituirá os x pelos valores de passos / mm apropriados do último cálculo.
Para o exemplo, você digitaria M92 E425.8 na linha de comando do terminal e, em seguida, pressione Enter. Em seguida, você salvaria esse valor enviando um comando M500 para a sua impressora. Neste ponto, é melhor reiniciar a impressora para que você possa verificar todas as suas configurações.
Etapa 8: teste e verifique novamente

Depois de reiniciar a impressora, você deve executar as etapas de medição, marcação e cálculo uma segunda vez. Desta vez, sua impressora deve extrudar exatamente 100 mm de filamento e você deve ter exatamente 20 mm entre sua marca e a extrusora.
Se este não for o caso, você pode inserir um novo valor E com base em seus novos cálculos. Em seguida, teste novamente até obter a calibração perfeita.
Aproveite a sua extrusora calibrada
As impressoras 3D são máquinas incríveis. Mas para obter o máximo de sua impressora 3D, você precisa certificar-se de calibrar sua extrusora corretamente. Essa tarefa não é difícil de ser concluída, mas exige um pouco de esforço para aperfeiçoar tudo. Seguindo este guia, você pode garantir que evitará problemas de extrusão e que suas impressões 3D ficarão com uma aparência incrível.